正在加载内容,请稍等...
1.工程概况
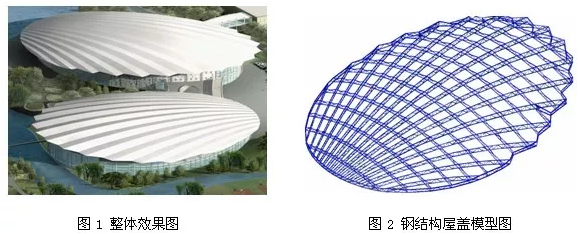
渤海国际专家服务中心休闲中心和体育馆钢结构屋盖采用双向斜交平面桁架拱系,桁架拱采用管道相贯焊接。屋盖桁架由平行的主桁架(XZHJ)及放射状的次桁架(XHHJ)两两相交组成。屋盖边界处有一道环向边桁架(XBHJ)进行封闭,结构形成一个稳定刚体。主桁架为平面弧形桁架,上下弦杆管为φ273*7mm,腹杆为φ180*5mm,下弦杆为弯弧杆件。次桁架为平面折弯桁架,上下弦杆管为φ273*7mm,腹杆为φ180*5mm。钢管均为无缝钢管,材质为Q345B。
本工程的显著特点:
①整体设计新颖。屋架整体成平滑的曲线形,屋架十字支撑构造新颖,安装后需保持与屋架一致的曲线形态。这就对我们制作、安装提出了更高的精度要求。
②结构跨度大,施工现场吊装情况复杂,休闲中心最大跨度达106米,体育馆跨度也达到85米,现场吊装难度非常之大,这也是此工程的最大一难点。
③施工标准高、焊接难度大。标准高突出表现在杆件加工精度要求高:为了保证屋架的艺术效果,不仅要求各杆件下料长度偏差小,而且杆件接头处曲面应严丝合缝,全是相贯接口,因此焊接又是此工程的又一难点。
2 桁架制作
为了保证整体的精度要求,桁架制作从以下几个方面予以控制:
2.1详图设计
根据设计院提供的外形尺寸、节点坐标和杆件表,使用 X-steel钢结构详图设计软件和Autocad 计算机绘图程序,对桁架进行了合理分割以及节点设计。将整个主体结构分解成各个单独的杆件和单元件,并分别进行绘制。施工详图设计主要包括以下内容:节点拼装总图、节点拼装顺序图、杆件图、节点图及材料明细表等。
2.2下料切割
本工程屋面主体结构部分为钢管,且构件节点处的杆件均为相贯连接节点,所以钢管的相贯线切割是本工程的一个重部分,根据工期要求及切割工艺的要求,采用2台先进数控管子马鞍形切割机,该设备具有切断与开坡口一次完成的全自动切割功能,大大提高了相贯焊缝的坡口质量。为后期桁架组对焊接提供了保障。平面桁架组拼,需在胎具上用卡具固定 。
2.3构件拼装
编制拼装作业指导书。桁架全部采取平放位置拼装,制作出与其相合拢的桁架侧面样板,检查合拢情况。
拼装胎座采用临时刚性胎架,以坐标点为转换基准进行放线及靠模定位;用正式连接板进行构件连接固定。检查项目包括:轴线偏差、接口的间隙与错边量、杆件的长度、侧弯与翘曲、牛腿的长度与角度、拼装单元的长度等。

2.4 焊接
①焊接顺序:对上下弦杆按立焊->平焊->仰焊的顺序进行;对上下弦杆与腹杆的接口依据测量结果安排焊接次序,通常先进行腹杆与下弦的焊接,再进行腹杆与上弦的焊接,并跟踪测量,以便通过调整焊接顺序控制变形。
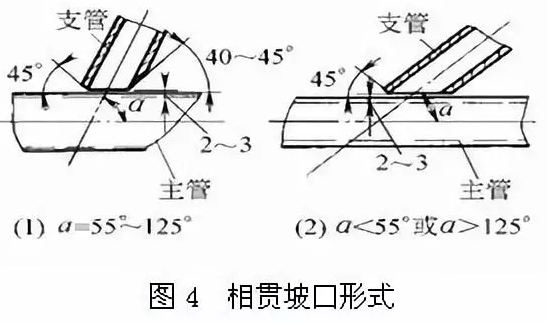
②焊缝坡口主要形式
对于管管相贯焊缝,当支管与主管夹角α在55°~125°时,为全熔透焊缝,选用单边V型坡口,当支管与主管夹角α125°时,部分采用熔透焊缝、部分采用角焊缝,熔透焊缝坡口,形状及尺寸如图:
③焊接质量控制
依据焊接工艺评定结果对不同焊缝进行远程电流调节,采用对称焊、多层多焊道和分段退焊工艺,减少焊接应力和变形;采取连续焊、预热、焊后石棉布包裹等措施,控制延迟裂纹的产生;对于刚度大、板厚、焊接空间狭窄等特殊部位,选择优秀焊工,并在焊接工程师的监控下进行焊接,减少不必要的返修。
3 桁架安装
桁架安装是本工程的最大一个难点,选用合理的安装方案是此工程的重中之重。本工程屋盖外形为弧形屋盖,为空间大跨度曲面,屋盖的长度、宽度都非常之大,且现场条件差、各专业又交叉施工,故确定合适的安装方案将显得格外重要。根据屋盖结构的特殊性以及现场的具体施工条件并结合以往用于其它类似大型钢结构的实际施工经验,采用了分段吊装,现场拼装的方案来完成整个屋盖的现场安装。现就以休闲中心为例阐述安装过程。
3.1 模型计算
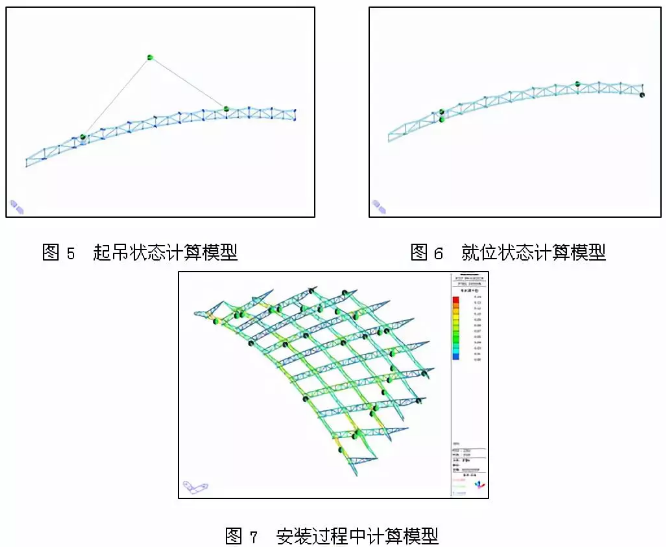
①由于此结构复杂,跨度大,构件吊装过程中容易产生变形。为了保证安装精度控制变形,运用ansys计算软件模拟吊装,分别从起吊状态、安装过程中、就位状态计算模型,计算桁架应力、竖向变形,外变形及构件稳定验算应力比,从而分析构件的应力及变形,以确定桁架最合理的分段位置以及临时安装支承胎架的位置。
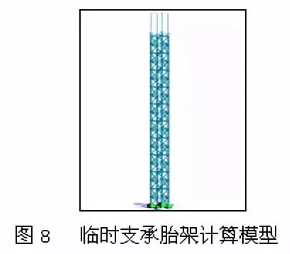
②此工程现场条件有限,工期紧,各专业交叉施工,不能大面积搭设脚手架,在保证桁架分段位置受力的同时,还得考虑吊机的行走路线、不影响其他专业的施工,故将临时支承胎架简化为一根24m高悬臂格构柱,横截面边长为1500mm×1500mm。
通过计算:胎架变形、强度及稳定性均满足规范要求,可以满足安装过程需要。
3.2 安装过程
①现场桁架拼装:
桁架为平面桁架结构,故采用卧式组装,这样可以减少胎架高度,降低焊接的难度,使焊接质量更容易得到保证。
在拼装场内,采用现浇砼作为地模,然后划出桁架主管中心线在地面上的投影线,再设立胎架立柱支撑。胎架经过验收合格后才可用于拼装屋架。首先用吊车把构件放在胎架上,按照桁架施工详图固定杆件的位置。如果杆件加工曲线偏差超过允许范围时,允许加热矫正杆件,但加热温度严禁超过正火温度(900℃);加热矫正后的杆件需缓慢冷却。然后施焊上下弦杆件接头,最后拼装腹件、上下弦间支撑。拼装时严格控制尺寸,为下一步安装提供精度保证。
②桁架吊装:
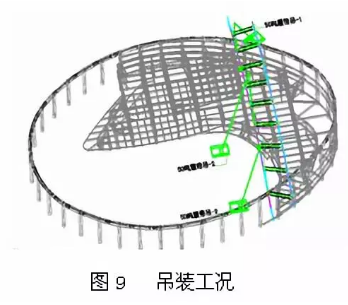
a.按照先吊装主桁架,再吊装联系桁架(次桁架)的思路,每吊完2榀主桁架后立即吊装其间的联系桁架,使之形成一空间体系。针对现场复杂的施工环境,在CAD三维模型上模拟吊装,从而确定最合理的吊车行走路线及站车位置。如图九所示。
b.根据上叙计算的应力变形要求,严格控制桁架吊装的吊点,以减小变形。桁架跨度小于或等于 18m时,绑扎两点即可;大于 18m时需绑扎四点以上。最长桁架长度约 60m,布置4个吊点,吊点间距 8m 左右,吊钩中心对准屋架中心,吊索左右间距基本一致,为使各吊索受力均匀,吊索用滑轮串通。利用两台手动葫芦分别独立牵引弦杆件节点,待桁架从地面吊起后缓慢调整倒链长度,使桁架升高或降低,从而实现对桁架空中姿态的调整,便于高空就位。
③桁架就位:
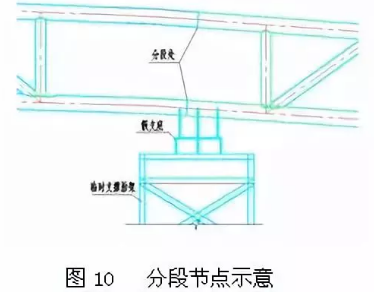
此工程每榀桁架采用的2个万向铰支座与基础连接,在分段吊装过程中,就需要在临时安装支承胎架用型钢制作一个假支座来临时固定分段桁架,待整体吊装完毕后再拆除临时安装支承胎架上的假支座。就位过程中,采用2台全程跟踪,利用建立好的测量控制网,来对桁架进行定位和控制。桁架用汽车吊升到位后,首先采用倒链将桁架放置在设置好的假支座上,同时采用全站仪对桁架精校,校好后将桁架焊牢在假支座上,对接口用连接板螺栓固定,并对桁架采用缆风绳以保证稳固。
3.3 构件焊接的技术要点
①所有构件根据吊机的其中能力,尽量在地面拼装焊接,减少高空焊接以确保焊接质量,同时分次焊接也能减少焊接产生的应力。
②钢管之间的对接焊缝要求在钢管内部加衬管以保证焊接熔透。
③严格控制焊接顺序:合理的焊接顺序可以减小焊接变形,避免过大的应力集中,对于桁架弦杆的焊接,根据拼装或吊装顺序从中间往两边焊接,对于桁架的腹杆,采取交叉焊接法。
④构件制作完成后,应采取措施消除焊接残余应力和控制焊接变形,对于本工程,可采用措施建议如下:
a、焊后热处理消除应力,加热采用电加热器,石棉保温。建议最高温度不能超过650度。
b、高频震动消除应力,本工程中主要为管管相贯的环焊缝。焊接时,环焊缝焊接时预热,每焊一层后,用风镐或者小锤敲击焊缝,释放应力。
3.4 卸载
为了确保钢结构逐渐受力,在整个结构完成后即进行同步卸载。卸载的关键是结构的安全受力,同时在临时支架上无局部超载,以确保其安全,根据主次桁架控制点(即主桁架的分段点)卸载前后位移计算结果,将卸载过程定为位移控制,并遵循“多级进行,自中间向两侧”的原则。最后确定主桁架下弦杆各控制点卸载分三阶段15轮次进行。卸载方法采用各支承点逐渐割除法,即用千斤顶将支承点顶空,用气割将假支座按照位移控制局部割除,直至弦杆完全脱离假支座为止。
4.结束语
大跨度双向斜交平面桁架拱结构体系,大大的拓展了上部的空间,杆件分布均匀,置身其中给人以超大空间感,这种空间结构普遍运用到大型的公共建筑中,并深受欢迎;同时也给我们施工单位带来机遇和挑战,在今后此类工程施工过程中,如何制定最优化最合理的方案,对确保施工精度及结构安全,至关重要。
(责任编辑:何雯丽)


延伸阅读:
无人机在钢结构工程质量检查监测中的应用 钢结构连廊设计的一些技术总结 世界首例大型站改钢结构整体跨线落梁施工顺利完成(1) 凡本网注明“来源:预制建筑网”的所有资料版权均为预制建筑网独家所有,任何媒体、网站或个人在转载使用时必须注明来源“预制建筑网”,违反者本网将依法追究责任。 (2) 本网转载并注明其他来源的稿件,是本着为读者传递更多信息之目的,并不意味着赞同其观点或证实其内容的真实性,请读者仅作参考,并请自行核实相关内容。其他媒体、网站或个人从本网转载使用时,必须保留本网注明的稿件来源,禁止擅自篡改稿件来源,并自负版权等法律责任,违反者本网也将依法追究责任。 (3) 如本网转载稿涉及版权等问题,请作者一周内书面来函联系。
[责任编辑:Susan]