正在加载内容,请稍等...
目前,在超高层建筑的转换钢结构多采用高强度超厚钢板桁架结构。施工中,为确保高强度超厚钢板的焊接质量,控制桁架的焊接收缩变形,保证转换桁架的安装精度,对建筑功能的实现及安全性极为重要。
1 工程概况
1.1 转换钢桁架结构形式
某运营中心大楼,地上总建筑面积8.2万㎡,高152 m,采用钢框架-核心筒结构形式,钢结构用钢量为18 650 t。该楼地下3层至地上7层核心筒外的钢框架悬空,仅在建筑物的4个角部设4根巨型圆管钢柱。巨型圆管柱到7层截止,圆管柱顶呈伞状,7层为转换层,每根巨型管柱通过7根转换钢梁支撑由6~7层钢结构构成的外框转换钢桁架,并通过1根巨型变截面梁与核心筒角部相连。7层结构以上为标准层,钢框架的外框转换采用44根钢柱及主次梁结构。
钢框架7层及7层以下结构如图1所示,巨型圆管柱顶伞状结构如图2所示。

图1 7层及7层以下钢框架结构
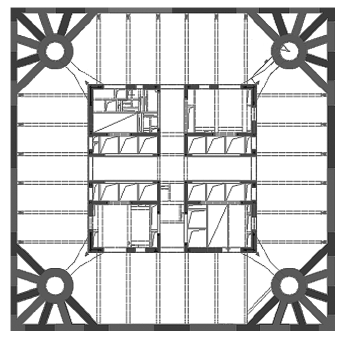
图2 巨型圆管柱顶伞状结构
外框6~7层转换钢桁架的结构形式为空腹桁架,由箱形钢杆件组成,通过楼层梁与核心筒相连,由4根巨型管柱支撑(图3)。

图3 外框6~7层转换钢桁架结构
1.2 节点形式
巨型圆管钢柱的柱顶呈伞状,连接8根变截面梁,由于重量超重,故制作时在长度方向一分为二,运至现场后对接。每一巨型管柱顶伞状节点的7根变截面梁与外框7层角部框梁连成一体在工厂制作,现场对接。6至7层转换钢桁架上下弦间的直腹立杆也在高度上一分为二,工厂加工时分别焊在上弦及下弦的箱形杆件上,直腹立杆在上下弦合龙后现场焊接。
伞状变截面梁与7层角部框梁连接分段如图4所示,伞状圆管柱顶分段如图5所示。
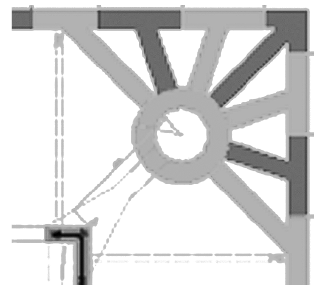
图4 伞状变截面梁与7层角部框梁连接分段
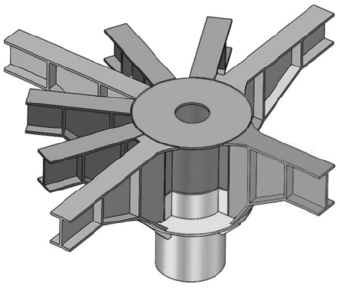
图5 伞状圆管柱顶分段
1.3 焊接用钢
6~7层转换钢桁架总用钢量超过2000 t。上弦(7层框梁)箱形杆件最大截面尺寸为BOX-1500×1000×90×100,钢板材质为Q390GJC;下弦(6层框梁)箱形杆件最大截面尺寸为BOX-1000×1000×80×100,钢板材质为Q390GJC;直腹杆(6层与7层间立柱)箱形杆件最大截面尺寸为BOX-700×600×90×90,钢板材质为Q420GJC。在巨型圆管柱所连接的变截面梁中,宽大腹板的最大板厚达120 mm,钢板材质为Q390GJC。
按设计规定钢材板厚t,当40 mm≤t<60 mm时,z向性能要求为Z15;当60 mm≤t<100 mm时,z向性能要求为Z25;当t≥100 mm时,z向性能要求为Z35。低合金高强度结构钢材Q390GJ及Q420GJ,t≥50mm时,必须采用热轧加正火状态交货。
2 安装焊接顺序
2.1 安装顺序
由于外框6至7层转换钢桁架下部悬空,6层框梁成为7层框梁的下挂结构,外框桁架的体积和重量大,巨型圆管钢柱顶结构超重,圆管钢柱顶及外框转换钢桁架的现场采取高空散拼方案进行安装,安装顺序为:巨型圆管钢柱逐节吊装,柱顶分两节吊装→6层框架钢箱梁分段吊装→柱顶伞状变截面梁与7层角部框梁连接分段吊装→7层框架钢箱梁的吊装。6至7层转换钢桁架安装顺序如图6所示。
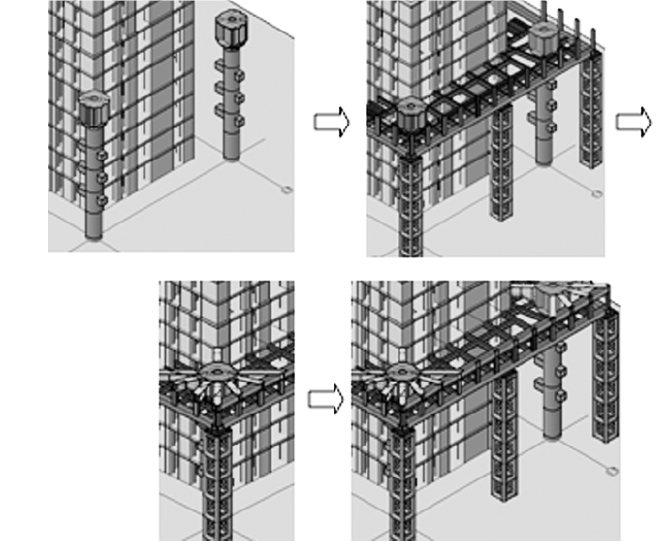
图6 6至7层转换钢桁架安装顺序
2.2 焊接顺序
6至7层转换钢桁架钢板厚度大,钢材强度高且焊接工作量极大,整个转换层焊接熔重约20 t。焊接应力与变形直接影响转换钢桁架的安装精度和结构安全。
焊接时局部不均匀的热输入是产生焊接应力与变形的决定因素,热输入通过材料因素、制作因素和结构因素构成的内拘束度和外拘束度影响热源周围的金属运动,导致焊接应力与变形。过大的焊接应力还会导致焊接接头中产生裂纹等严重危害性缺陷。焊接结构的焊接应力与变形虽不能完全避免,但焊接应力与变形两者互为因果,可根据实际需要灵活取舍,通过采取适当的焊接顺序来降焊接低应力和变形。
转换钢桁架高空散拼的焊接原则为:(1)分层、分批、分块焊接;(2)先焊收缩量大,后焊收缩量小的接头;(3)对称结构对称焊接,较长焊缝分段退焊;(4)降低焊件刚度,以创造自由收缩条件。
转换钢桁架整体焊接顺序安排如下。
第一步:分班组按次序对称焊接6层结构外框箱形梁的对接焊缝,同时安排焊工班组焊接7层伞状变截面组合梁与圆管柱的对接接头。
第二步:分班组采用对称跳焊的方法焊接6层与7层间直腹杆立柱的对接焊缝。
第三步:分班组按次序对称焊接7层结构外框箱形梁对接焊缝,每边多个接头焊接,留一条对接焊缝最后焊接。
6层外框6至7层立柱和7层外框焊接顺序如图7所示。

(b)
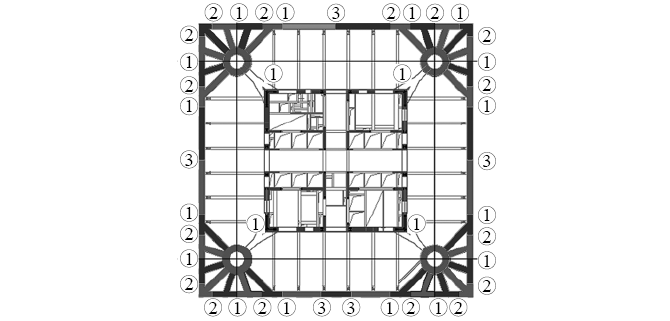
(c)
图7 转换钢架焊接顺序
(a)6层外框焊接;(b)6~7层立柱;(c)7层外框
3 高强度超厚板焊接工艺
3.1 焊接接头特点
2 800×80巨型圆管钢柱的柱顶圆环板尺寸为 4 800×110,下环板尺寸为 4 800×100,柱顶呈伞状,连接8根变截面梁,最大变截面梁为BH4200×1 000×120×110。现场焊接主要难点为:(1)钢板材料强度高,所用钢材均为Q390GJC,按GB 50661—2011《钢结构焊接规范》规定属Ⅲ类钢材,焊接难度等级为C级(较难);(2)所有变截面BH梁上翼板和下翼板对接焊缝板厚均为100~110 mm,最大腹板对接板厚达120 mm,焊接难度等级为D级,属最高难度等级;(3)每根巨型圆管柱8根变截面梁的腹板对接焊缝长度达4 200 mm,焊接应力大,易产生裂纹;(4)巨型圆管柱伞状接头焊缝密集,焊接工作量大。
随钢板厚度增加,高强超厚钢板焊接接头的淬硬性和冷裂倾向增大;板厚增加,焊缝熔敷金属增加,焊道内氢累积会增加氢裂纹风险,焊缝上多层焊道累积的收缩应力和焊接变形也相应加大。焊接冷裂纹(又称延迟裂纹)是焊接结构最危险的一类缺陷,其三大诱发因素为淬硬组织、氢和应力集中。在高强超厚钢板焊接时,这三类裂纹的诱发因素均集中存在,必须采取合理的焊接工艺措施加以控制。
3.2 接头坡口设计
大厚度钢板焊接需选用合理的接头坡口形式,尽量采用对称的X型和K型坡口。若只能单面焊接,应在保证焊透的前提下采用小坡口,以降低熔敷金属量,减少焊接收缩,从而减小焊接变形及残余应力。
变截面梁与巨型圆管柱顶的现场接头坡口设计如图8所示。

图8 变截面梁与巨型圆管柱顶的现场接头坡口设计
3.3 焊接预热及道间温度控制
随着碳当量、板厚、结构拘束度、焊接材料含氢量的增加和环境温度降低,需相应提高焊前预热温度。对多层多道焊,为促进焊接区氢的逸出,防止焊接过程中产生氢致裂纹,应控制道间温度不低于预热温度且不得超过250 ℃,以防焊道过热导致焊缝及母材金属的过热脆化。现场焊接的预热及道间温度控制见表1。
表1 现场焊接的预热及道间温度控制 ℃

注:t为钢板厚度
3.4 焊接方法和焊接材料
低合金高强钢对氢致裂纹敏感性较强,应优先选用低氢型焊材或低氢焊接方法。CO2气体只要满足规范要求,所得熔敷金属的含氢量极低,具有较好的抗氢裂性。
伞状节点现场焊接采用药芯焊丝CO2气体保护电弧焊(简称FCAW),属低氢焊接方法。Q390GJC钢材的焊丝选用天津产THY-51B牌号 / 1.2药芯焊丝,符合国家标准型号T492T1-1C1A。
转换钢桁架6至7层间直腹杆立柱Q420GJC钢材现场对接焊丝匹配,选用天津产THY-J552Ni-1牌号 / 1.2药芯焊丝,焊丝符合国家标准型号T553T1-1C1A-N2。
3.5 接头焊接工艺和焊接顺序
考虑到正火或正火加回火钢对焊接热输入较敏感,为确保焊接接头的韧性,不宜采用过大的焊接热输入。由于伞状节点的变截面钢梁为工字型,对该类接头的焊接应先焊受拉应力作用的焊缝、后焊受压应力作用的焊缝,最后焊承受剪应力的焊缝,以使受拉焊逢产生预压力,使残余应力变害为利。对于对称结构应对称焊接,使两侧热输入相同,以减小焊接变形;对较长焊缝应分段退焊,以改变焊接应力的分布,降低残余应力峰值,减小变形。
伞状节点现场焊接工艺措施为:
(1)焊接时尽量不用横向摆动和挑弧焊接,采用多层窄焊道焊接;
(2)对较长焊缝采取分段退焊,停焊期间采用保温棉包扎保温;
(3)厚板接头要求焊接一次完成,为避免过夜停焊导致焊道多次预热加热的不利影响,厚板长焊缝采取逐段焊接;
(4)立焊厚板双面坡口时,先焊深坡口一侧至1/3,反面清根焊2~4层,再双面轮流施焊,以控制厚板对接的焊接变形。
伞状节点现场焊接,先焊变截面梁上翼板焊缝,再焊变截面梁下翼板焊缝,最后分段焊接变截面梁腹板对接焊缝,伞状节点现场焊接顺序如图9所示。

(a) (b)
图9 伞状节点现场焊接顺序
(a)平面图;(b)三维图
3.6 焊后保温缓冷
焊后保温缓冷有利于焊缝中的氢扩散,防止厚板发生氢致裂纹。厚板焊接后须立即用保温棉包扎焊缝,使焊缝缓慢冷却。还可采用后热消氢法进行焊缝消氢处理。
4 焊接施工管理
4.1 焊接工艺管理
(1)制订完善的焊接施工专项方案并通过审批;(2)按GB 50661—2011《钢结构焊接规范》要求,对拟定的焊接工艺进行评定试验;(3)编制有针对性的焊前/焊中/焊后各工序的质量检验要领书,做好交底工作;(4)在焊接过程中检查落实针对各项焊接工艺技术措施实施情况;(5)要求焊工上报厚板施焊接头预热/测温的影像资料;(6)保证合理的焊后UT探伤延迟时间,避免高强度超厚板焊接延迟裂纹漏检;(7)若需返修,返修前须查明缺陷产生的原因,返修措施须落实到位,防止多次返修而产生裂纹。
4.2 焊接设备与材料管理
(1)定期检查焊接设备,做好设备维护保养,焊机的电流表/电压表提前进行校验,使设备处于正常工作状态,确保施焊的工艺参数符合焊接工艺规定;(2)进场后应按规范进行焊材复验,确保材料性能符合标准;(3)药芯焊丝现场进仓库存放,领用前真空包装应完好,当班未用完的焊丝应封口包装回库,药芯焊丝包装开封后应在24 h内用完。
4.3 焊工管理
(1)做好开工前技术交底,焊接过程中若发现问题应及时组织过程培训;(2)严格焊工技能考核,技能不达标者不得上岗,合格者应持证上岗;(3)现场焊接接头应编号并记录对应的焊工,落实每个焊工的质量责任并进行考核;(4)选拔工艺纪律好、善于沟通、焊接经验丰富的老焊工担任现场焊接监督员,在生产过程中对焊工给予技术指导,监督焊接工艺措施落实。
4.4 环境措施
(1)制订雨期/冬期施工安装焊接工艺措施;
(2)落实节点焊接施工的防风防雨措施,在节点焊接处安装标准化设计的围挡,做好高空焊接的防风防雨。
5 结束语
采取以上焊接工艺和施工管理措施,中国银联业务运营中心大楼转换钢桁架现场安装焊接实施顺利,经第三方探伤检查结果合格,通过现场质量验收。
摘自《建筑技术》2021年7月,张兵
(责任编辑:何雯丽)
延伸阅读:
钢结构聚力制造好房子 钢结构住宅技术应用发展及展望 装配式钢结构住宅:独特优势与现存困境(1) 凡本网注明“来源:预制建筑网”的所有资料版权均为预制建筑网独家所有,任何媒体、网站或个人在转载使用时必须注明来源“预制建筑网”,违反者本网将依法追究责任。 (2) 本网转载并注明其他来源的稿件,是本着为读者传递更多信息之目的,并不意味着赞同其观点或证实其内容的真实性,请读者仅作参考,并请自行核实相关内容。其他媒体、网站或个人从本网转载使用时,必须保留本网注明的稿件来源,禁止擅自篡改稿件来源,并自负版权等法律责任,违反者本网也将依法追究责任。 (3) 如本网转载稿涉及版权等问题,请作者一周内书面来函联系。
[责任编辑:Susan]