正在加载内容,请稍等...
本文汇总了钢结构拼接相关规范要求
一、《钢结构工程施工质量验收规范》GB50205-2001
8.2.1 焊接H型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于200mm。翼缘板拼接长度不应小于2倍板宽,腹板拼接宽度不应小于300mm,长度不应小于600mm。
二、《钢结构工程施工规范》GB50755-2012
9.2.1 焊接H型钢的翼缘板拼接缝和腹板拼接缝的间距,不宜小于200mm。翼缘板拼接长度不应小于600mm;腹板拼接宽度不应小于300mm,长度不应小于600mm。
9.2.2 箱型构件的侧板拼接长度不应小于600mm,相邻两侧板拼接缝的间距不宜小于200mm,侧板在宽度方向不宜拼接,当宽度超过2400mm确需拼接时,最小拼接宽度不宜小于板宽的1/4。
9.2.3 设计无特殊要求时,用于次要构件的热轧型钢可采用直口全熔透焊接拼接,其拼接长度不应小于600mm。
9.2.4 钢管接长时每个节间宜为一个接头,最短接长长度应符合下列规定:
1.当钢管直径d≤500mm时,不应小于500mm;
2.当钢管直径500mm<d≤1000mm时,不应小于直径d;
3.当钢管直径>1000mm时,不应小于1000mm;4.当钢管采用卷制方式加工成型时,可有若干个接头,但最短接长长度应符合第1~3款的要求。
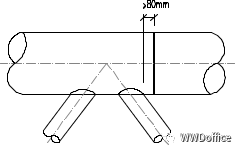
9.2.5 钢管接长时,相邻管节或管段的纵向焊缝应错开,错开的最小距离(沿弧长方向)不应小于钢管壁厚的5倍,且不应小于200mm。
9.2.6部件拼接焊缝应符合设计文件的要求,当设计无要求时,应采用全熔透等强对接焊缝。
三、《钢结构焊接规范》GB50661-2011
5.1.5焊缝质量等级应根据钢结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下列原则选用:
1.在承受动荷载且需要进行疲劳验算的构件中,凡要求与母材等强连接的焊缝应焊透,其质量等级应符合下列规定:
1)作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时不应低于二级。
2)作用力平行与焊缝长度方向的纵向对接焊缝不应低于二级。
3)铁路、公路桥的横梁接头板与弦杆角焊缝应为一级,桥面板与弦杆角焊缝、桥面板与U形肋角焊缝不应低于二级。
4)重级工作制(A6~A8)和起重量Q≥50t的中级工作制(A4、A5)吊车梁的腹板与上翼缘板之间以及吊车桁架上弦杆与节点板之间的T形接头焊缝应焊透,焊缝形式宜为对接与角接的组合焊缝,其质量等级不应低于二级。
2.不需要疲劳验算的构件中,凡要求与母材等强的对接焊缝宜焊透,其质量等级受拉时不应低于二级,受压时不宜低于二级。
3.部分焊透的对接焊缝,采用角焊缝或部分熔透的对接与角接组合焊缝的T形接头,以及搭接连接角焊缝,其质量等级应符合下列规定:
1)直接承受动荷载且需要疲劳验算的结构和吊车起重量等于或大于50t的中级工作制的吊车梁以及梁柱、牛腿等重要节点不应低于二级。
2)其他结构可为三级。
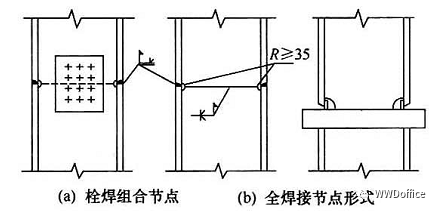
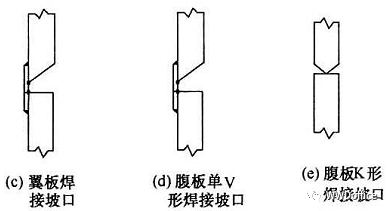
5.6.2工地安装焊接节点形式应符合下列规定:
1 H形框架柱安装拼装接头宜采用高强螺栓和焊接组合节点或全焊接节点[图5.6.2-1(a)]、[图5.6.2-1(b)]。采用高强度螺栓和焊接组合节点时,腹板应采用高强度螺栓连接,翼缘板应采用单面V形坡口加衬垫全焊透焊缝连接[图5.6.2-1(c)]采用全焊接节点时,翼缘板应采用单V形坡口加衬垫全焊透焊缝,腹板宜采用K形坡口双面部分焊透焊缝,反面不应清根;设计要求腹板全焊透时,如腹板厚度不大于20mm,宜采用单面V形坡口加衬垫焊接[图5.6.2-1(d)],如腹板厚度大于20mm,宜采用K形坡口,应反面清根焊接[图5.6.2-1(e)];
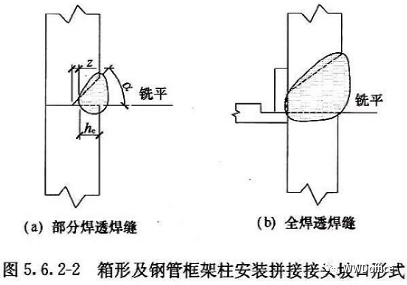
2 钢管及箱型框架柱安装拼接应采用全焊接接头,并应根据设计要求采用全焊透焊缝或部分焊透焊缝。全焊透焊缝坡口形式应采用单V形坡口加衬垫,见图5.6.2-2;
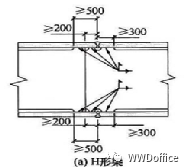
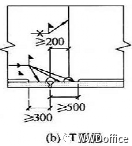
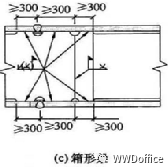
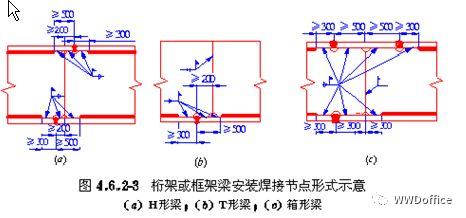
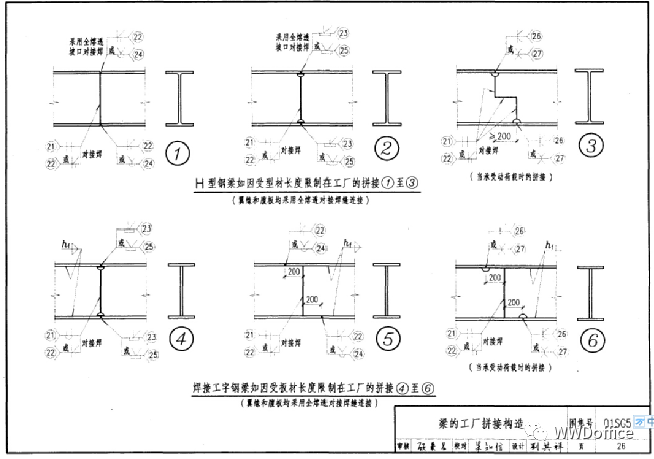
3 桁架或框架梁中,焊接组合H形、T形或箱形梁的安装拼接采用全焊接连接时,翼缘板与腹板拼接截面形式见图5.6.2-3,工地安装纵向焊缝焊接质量要求应与两侧工厂制作焊缝质量要求相同。
《建筑钢结构焊接技术规程》JGJ81-2002中4.6.2.3表述:
桁架或框架梁中,焊接组合H形、T形或箱形梁的安装拼接采用全焊接连接时,宜采用翼缘板与腹板拼接截面错位的形式。H 形及T形截面组焊型钢错开距离宜不小于200mm。翼缘板与腹板之间的纵向连接焊缝应留下一段焊缝最后焊接,其与翼缘板对接焊缝的距离不小于300mm。腹板厚度大于20mm,宜采用X形坡口,反面清根双面焊;腹板厚度不大于20mm,宜根据焊接位置采用V形坡口单面焊并反面清根后封焊,或采用V形坡口加垫板单面焊;箱形截面构件翼缘板与腹板接口距离宜大于500mm,其上、下翼缘板焊接宜采用V形剖口加垫板单面焊。其他要求与H形截面相同。
4框架柱与梁刚性连接时,应采用下列连接节点形式:
1)柱子上有悬臂梁时,梁的腹板与悬臂梁腹板宜采用高强螺栓连接;梁翼缘板与悬臂梁翼缘板的连接宜采用V形坡口加垫板单面全焊透焊缝连接[图5.6.2-4(a)],也可采用双面焊全焊透焊缝;
2)柱上无悬臂梁时,梁的腹板与柱上已焊好的承剪板宜用高强螺栓连接,梁翼缘板与柱身的连接应采用单边V形坡口加垫衬垫单面全焊透焊缝[图5.6.2-4(b)];
3)梁与H型柱弱轴方向刚性连接时,梁的腹板与柱的纵筋板宜用高强螺栓连接;梁的翼缘板与柱的横隔板的连接应采用V形坡口加衬垫单面全焊透焊缝[图5.6.2-4(c)]。
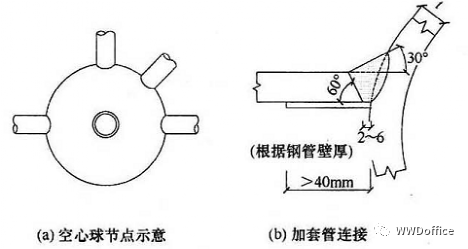
5 管材与空心球工地安装焊接节点应采取下列形式:
1)钢管内壁加套管作为单面焊接坡口的衬垫时,坡口角度、根部间隙及焊缝加强应符合下图b要求:
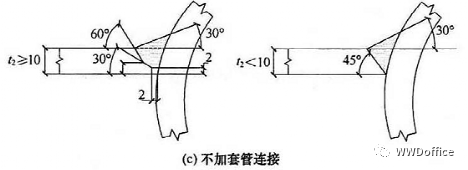
2)钢管内壁不用套管时,宜将管端加工成300~600折线形坡口,预装配后应根据间隙尺寸要求,进行管端二次加工如图c:
5.6.1
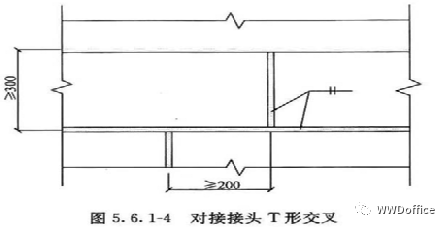
4 要求焊缝与母材等强和承受动荷载的对接接头,其纵横两方向的对接缝,宜采用T形交叉,交叉点的距离不宜小于200mm,且拼接料的长度和宽度不宜小于300mm,如有特殊要求,施工图应注明焊缝的位置。
四、《铁路钢桥制造规范》TB10212-2009
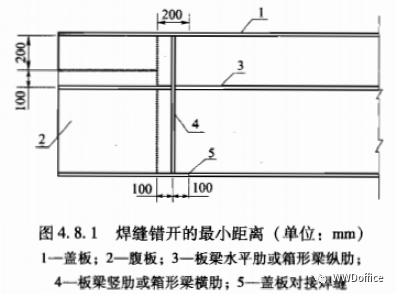
4.8.1
1 桥梁盖、腹板接料长度不宜小于1000mm,宽度不得小于200mm,横向接料焊缝轴线距孔中心不宜小于100mm。
2 板梁的腹板和箱型梁的盖、腹板接料焊缝可为十字形或T字形,T字形交叉点间距不得小于200mm,腹板纵向接料焊缝宜布置在受压区。
3 组装时应将相邻焊缝错开,错开的最小距离应符合如下图:
同《公路桥涵施工技术规范》JTJ041-2000中17.2.5组装2
五、《空间网格结构技术规程》JGJ7-2010
6.2.2 空间网格结构制作与安装中所有寒风应符合设计要求。当设计无要求时应符合下列规定:
1 钢管对接焊缝为一级焊缝;
2 球管对接焊缝、钢管与封板(或锥头)的对接焊缝应为二级焊缝。
3 支管与主管、支管与支管的相贯焊缝应符合现行行业标准《建筑钢结构焊接技术规程》JGJ81的规定;
6.2.3 空间网格结构的杆件接长不得超过一次,接长杆件总数不应超过杆件的10%,并不得集中布置,杆件的对接焊缝距节点或端头的最短距离不得小于500mm。
六、其他
参照钢结构制造技术规程,其他钢构公司的工艺文件
1、箱型构件的翼缘板拼接缝和腹板拼接缝的间距不宜小于500mm,翼缘板拼接长度不应小于其本身宽度的2倍;腹板拼接缝拼接长度也应小于其本身宽度的倍,且应大于600mm。翼缘板和腹板在宽度方向一般不宜拼接,尽量选择整块宽度板,对宽度超过2400mm以上的若要拼接,其最小宽度也不宜小于其板宽的1/4,且至少应大于600.
2、管桁架结构节点焊缝间距要求:
3、梁上附件不允许焊接在拼缝位置,要求错缝不应小于100mm;如满足不了,则在焊接 附件前要对主件拼缝进行NDE检查。
4、梁长度不大于15m,拼缝只允许在梁两端1/3处且只允许各有1条;梁长度在15m~35m, 翼缘板与腹板允许各有三条拼缝,但绝对不允许在梁中间及中间左右各1m范围内有拼缝。
七、关于引弧板、引出板
一、《钢结构焊接规范》GB50661-2011
7.9.1引弧板、引出板和钢衬垫的钢材应符合规范第4章的规定,其强度不应大于被焊钢材强度,且应具有与被焊钢材相近的焊接性。
7.9.2在焊接接头的端部应设置焊缝引弧板、引出板、应使焊缝在提供的延长段上引弧和终止。焊条电弧焊和气体保护电弧焊焊缝引弧板、引出长度应大于25mm,埋弧焊引弧板、引出板长度应大于80mm。
7.9.3引弧板和引出板宜采用火焰切割、碳弧气刨或机械等方法去除,去除时不得伤及母材并将割口处俢磨至与焊缝端部平整。严禁使用锤击去除引弧板和引出板。
7.9.4 衬垫材质可采用金属、焊剂、纤维、陶瓷等。
7.9.5 当使用钢衬垫时,应符合下列要求:
1 钢衬垫应与接头母材金属贴合良好,其间隙不应大于1.5mm;
2 钢衬垫在整个焊缝长度内因保持连续;
3 钢衬垫应有足够的厚度以防止烧穿。用于焊条电弧焊、气体保护电弧焊和自保护药芯焊丝电弧焊焊接方法的衬垫板厚度不应小于4mm;用于埋弧焊焊接方法的衬垫板厚度不应小于6mm;用于电渣焊焊接方法的衬垫板厚度不应小于25mm;
4 应保证钢衬垫与焊缝金属融合良好。
二、《建筑钢结构焊接技术规程》JGJ81-2002
6.1.7 引弧板、引出板、垫板应符合下列要求:
1.严禁在承受动荷载且需经疲劳验算构件焊缝以外的母材上打火、引弧或装焊夹具;
2.不应在焊缝以外的母材上打火、引弧;
3.T 形接头、十字形接头、角接接头和对接接头主焊缝两端,必须配置引弧板和引出板,其材质应和被焊母材相同,坡口形式应与被焊焊缝相同,禁止使用其它材质的材料充当引弧板和引出板;
4.手工电弧焊和气体保护电弧焊焊缝引出长度应大于25mm 。其引弧板和引出板宽度应大于50mm ,长度宜为板厚的1.5 倍且不小于30mm ,厚度应不小于6mm ;
非手工电弧焊焊缝引出长度应大于80mm 。其引弧板和引出板宽度应大于80mm,长度宜为板厚的2 倍且不小于100mm ,厚度应不小于10m m ;
5.焊接完成后,应用火焰切割去除引弧板和引出板,并修磨平整。不得用锤击落引弧板和引出板。
八、关于定位焊:
一、《钢结构焊接规范》GB50661-2011
7.4.1定位焊必须由持相应资格证的焊工施焊,所用焊接材料应与正式焊缝的焊接材料相当。
7.4.2定位焊缝附近的母材表面质量应符合本规范第7.1节的规定。
7.4.3定位焊缝厚度不应小于3mm,长度不应小于40mm,其间距宜为300mm~600mm。
7.4.4采用钢衬垫的焊接接头,定位焊宜在接头坡口内进行;定位焊焊接时预热温度宜高于正式施焊预热温度20℃~50℃;定位焊缝与正式焊缝应具有相同的焊接工艺和焊接质量要求;定位焊缝存在裂纹、气孔、夹渣等缺陷时,应完全清除。
二、《建筑钢结构焊接技术规程》JGJ81-2002
6.1.8 定位焊必须由持相应合格证的焊工施焊,所用焊接材料应与正式施焊相当。定位焊焊缝应与最终焊缝有相同的质量要求。钢衬垫的定位焊宜在接头坡口内焊接,定位焊焊缝厚度不宜超过设计焊缝厚度的 2/3,定位焊焊缝长度宜大于40mm ,间距宜为500 ~600mm,并应填满弧坑。定位焊预热温度应高
于正式施焊预热温度。当定位焊焊缝上有气孔或裂纹时,必须清除后重焊。
九、钢结构设计规范与钢结构设计计算、安装技术实用手册
1、要求焊缝与母材等强和承受动荷载的对接接头,其纵横两方向的对接焊缝,宜采用T形交叉。交叉点的距离宜不小于200,且拼接料的长度和宽度宜不小于300。如有特殊要求,施工图应注明焊缝的位置;
2、焊接组合形梁、柱的纵向连接角焊缝,当腹板厚度大于20mm 时,宜采用全焊透或部分焊透对接与角接组合焊缝;
3、箱形柱与隔板的焊接,应采用全焊透焊缝;对无法进行手工焊接的焊缝,宜采用熔嘴电渣焊焊接,且焊缝应对称布置;
(责任编辑:何雯丽)
延伸阅读:
钢结构聚力制造好房子 钢结构住宅技术应用发展及展望 装配式钢结构住宅:独特优势与现存困境(1) 凡本网注明“来源:预制建筑网”的所有资料版权均为预制建筑网独家所有,任何媒体、网站或个人在转载使用时必须注明来源“预制建筑网”,违反者本网将依法追究责任。 (2) 本网转载并注明其他来源的稿件,是本着为读者传递更多信息之目的,并不意味着赞同其观点或证实其内容的真实性,请读者仅作参考,并请自行核实相关内容。其他媒体、网站或个人从本网转载使用时,必须保留本网注明的稿件来源,禁止擅自篡改稿件来源,并自负版权等法律责任,违反者本网也将依法追究责任。 (3) 如本网转载稿涉及版权等问题,请作者一周内书面来函联系。
[责任编辑:Susan]